
Мокрый или сухой: прямой ответ на вопрос о хонинговании цилиндра мотоцикла
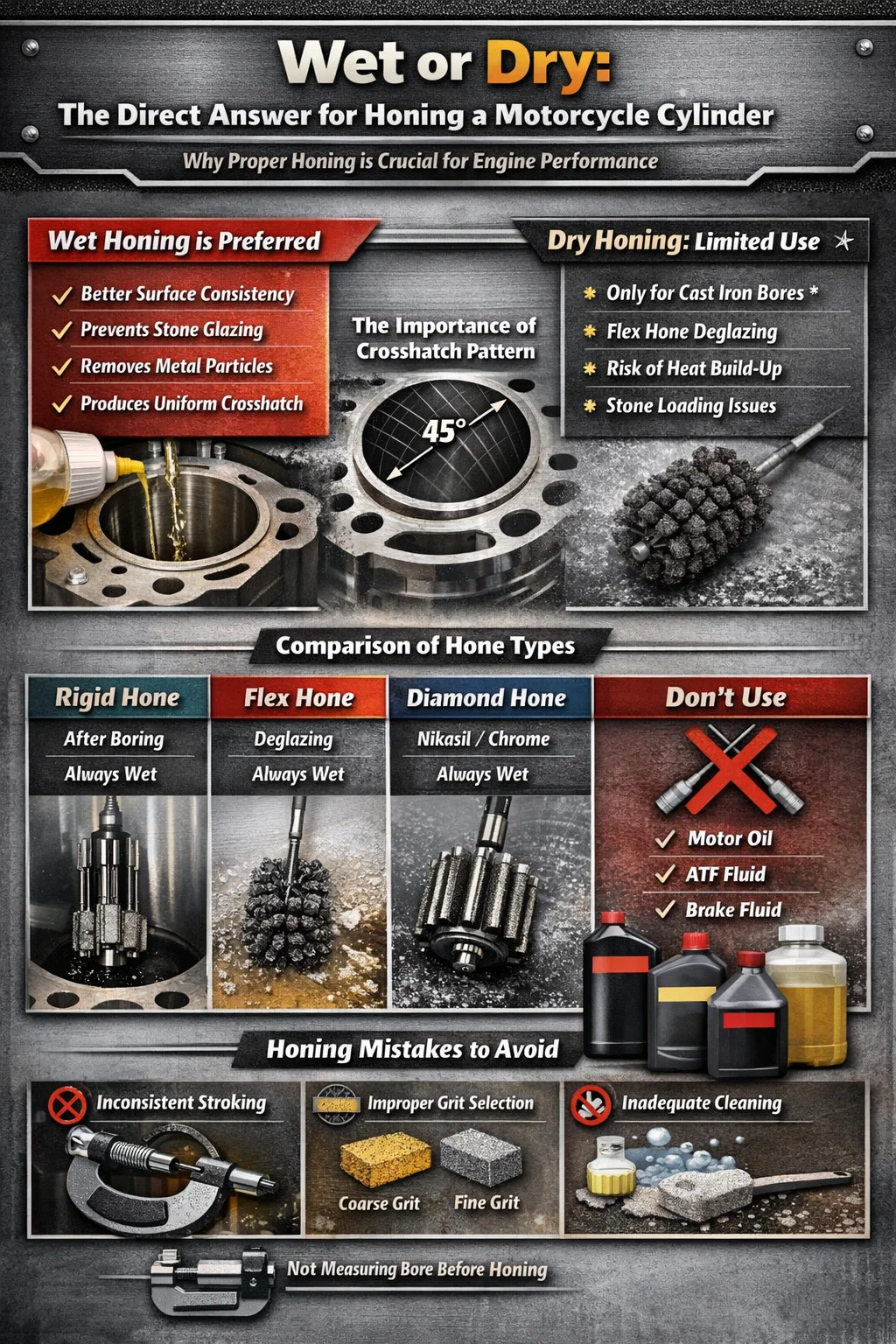
При хонинговании цилиндр мотоцикла , мокрое хонингование является рекомендуемым методом в большинстве ситуаций. . Использование хонинговального масла или легкой смазки на нефтяной основе во время процесса удаляет металлические частицы, обеспечивает чистоту хонингования, предотвращает налипание абразивных камней и обеспечивает более равномерную штриховку на стенке отверстия. Сухое хонингование используется только в очень специфических сценариях — обычно с использованием определенных гибких щеток для хонингования чугунных отверстий — и даже в этом случае опытные механики часто предпочитают хотя бы легкий туман смазки.
Этот ответ имеет значение, потому что его неправильный выбор напрямую влияет на то, насколько хорошо поместятся поршневые кольца. Плохая хонинговка цилиндра мотоцикла приводит к расходу масла, плохой компрессии, преждевременному износу колец и к тому, что двигатель никогда не работает так, как должен. Независимо от того, восстанавливаете ли вы одноцилиндровый трейловый велосипед объемом 250 куб.см или крупноцилиндровый V-образный твин, детальное понимание процесса хонингования не подлежит обсуждению.
Что на самом деле делает хонингование с цилиндром мотоцикла
Хонингование — это процесс абразивной обработки, который улучшает внутреннюю поверхность отверстия цилиндра. Он служит двум основным целям: исправлению незначительных геометрических дефектов, возникших в результате растачивания, и созданию особой текстуры поверхности (штриховки), которая удерживает моторное масло и позволяет поршневым кольцам правильно прилегать к стенке отверстия.
Когда цилиндр мотоцикла растачивается для установки поршней увеличенного размера, или когда старый цилиндр восстанавливается, поверхность отверстия остается с относительно шероховатой поверхностью от расточной оправки. Хонингование доводит поверхность до точного среднего значения шероховатости (Ra), обычно измеряемого в микродюймах или микрометрах. Большинство производителей цилиндров мотоциклов указывают значение Ra готового отверстия от 15 до 30 микродюймов (приблизительно от 0,38 до 0,76 микрометра). для обычных чугунных или хромированных отверстий, хотя никасиловые и керамические композитные вкладыши имеют более жесткие характеристики.
Угол штриховки не менее важен. Штриховка под углом 45 градусов, то есть метки пересекаются под углом примерно 45 градусов с каждой стороны, является отраслевым стандартом для большинства четырехтактных мотоциклетных двигателей. Этот угол создает микроканалы, которые равномерно распределяют масло по отверстию, в то время как кольца скользят вверх и вниз, изолируя газы сгорания и предотвращая попадание излишнего масла в камеру сгорания.
Термины текстуры поверхности, которые вам нужно знать
- Ra (средняя шероховатость): Среднее отклонение поверхности от идеально ровной линии, измеряемое в микродюймах или микрометрах. Это наиболее часто упоминаемая спецификация.
- Rz (средняя глубина шероховатости): Среднее значение пяти самых высоких вершин и пяти самых глубоких впадин на измеренной длине. Более актуально для поведения посадки на кольцо.
- Rk (глубина шероховатости ядра): Используется в спецификациях плато-хонингования — это значение влияет на удержание масла без увеличения износа колец.
- Угол штриховки: Угол, под которым хонинговальные камни оставляют следы на стенке отверстия. Слишком мелкая поверхность замедляет посадку кольца; слишком крутой поворот приводит к чрезмерному расходу масла.
Почему мокрое хонингование цилиндров мотоциклов превосходит сухое хонингование
Химия и физика, лежащие в основе мокрого хонингования, объясняют, почему смазка имеет такое важное значение. Когда абразивные камни режут металл без смазки, быстро усугубляются некоторые проблемы.
Накопление тепла разрушает консистенцию поверхности
Сухое хонингование выделяет тепло за счет трения. Даже при умеренных скоростях сверления — обычно от 300 до 500 об/мин для цилиндра мотоцикла — сухое хонингование может поднять температуру поверхности отверстия настолько, что это вызовет неравномерное истирание. Металл расширяется при нагревании, а это означает, что диаметр отверстия, который вы измеряете между ходами, не совпадает с диаметром, к которому отверстие возвращается при комнатной температуре. Это особенно проблематично для алюминиевых баллонов, которые имеют более высокий коэффициент теплового расширения (приблизительно 23 × 10⁻⁶/°C) по сравнению с чугунными (приблизительно 11 × 10⁻⁶/°C). Повышение температуры на 50°F (28°C) в алюминиевом отверстии может привести к изменению размеров на 0,001–0,002 дюйма. — достаточно, чтобы разрушить жесткие требования к зазору между поршнем и стенкой.
Загрузка металлических частиц засоряет хон
Когда хон истирает отверстие цилиндра, высвобождаются мельчайшие металлические частицы. Без смазки, уносящей эти частицы, они внедряются в абразивные камни — этот процесс называется загрузкой. Заряженный хон больше не режет чисто; вместо этого он полирует поверхность, размазывая металл по каналу ствола, а не разрезая его. В результате поверхность выглядит гладкой, но имеет плохие характеристики маслоудержания. Когда поршневые кольца соприкасаются с полированным отверстием, они не могут должным образом приработаться, поскольку в них нет микровпадин, удерживающих масло во время начального периода приработки с высоким трением.
Мокрое хонингование обеспечивает более равномерную штриховку
Хонинговальное масло служит одновременно охлаждающей и смазочно-охлаждающей жидкостью. Это уменьшает трение между камнями и отверстием, позволяя абразиву резать равномерно на протяжении всего хода. Результатом является более равномерный угол штриховки и более единообразное значение Ra от верха до низа канала ствола. Исследования, сравнивающие результаты мокрого и сухого хонингования, неизменно показывают, что отверстия с мокрым хонингованием достигают более жестких допусков Ra с отклонением от ± 2 до ± 3 микродюймов по сравнению с ± 6 до ± 10 микродюймов для отверстий, шлифованных сухим способом в тех же условиях.
Когда сухое хонингование допустимо
Существуют узкие ситуации, когда сухое хонингование используется или допускается. Гибкое хонингование (шаровое хонингование или хонингование «бутылочной щеткой»), используемое на чугунном отверстии для быстрого удаления глазури, а не для значительного удаления материала, иногда можно использовать всухую или с минимальной смазкой. Более мягкая природа чугуна и гибкая самоцентрирующаяся конструкция щетки-хонингования делают его несколько более щадящим. Однако, даже в этом случае большинство профессиональных производителей двигателей наносят хотя бы небольшое количество ВД-40, керосина или специального хонинговального масла перед запуском гибкого хонингования. потому что результаты со смазкой значительно лучше, чем без нее.
Типы хонов, используемых в цилиндрах мотоциклов
Не все инструменты для хонингования одинаковы, и тип используемого вами хонингования меняет как вашу технику, так и ваши требования к смазке. Цилиндры мотоциклов имеют широкий диапазон диаметров отверстий — от примерно 38 мм на небольших двухтактных двигателях до более 100 мм на V-образных двухцилиндровых двигателях большого объема — и хонинговальный инструмент должен соответствовать размеру отверстия и выполняемой работе.
Жесткие хонинговальные бруски (подпружиненный хонинговальный брусок)
Это наиболее часто используемый тип в мастерских по производству двигателей автомобилей и мотоциклов. Жесткий хон состоит из двух или трех абразивных камней, установленных на подпружиненных рычагах, которые прижимаются к стенке отверстия под контролируемым давлением. Камни доступны с различной зернистостью — обычно от 80 до 400. Более крупные зерна (80–120) используются при удалении материала после растачивания, а более мелкие (220–400) используются для чистовой обработки и создания окончательного рисунка штриховки.
Для жестких хонингов требуется жесткая дрель или хонинговальный станок, поддерживающий постоянную частоту вращения и скорость хода. Для цилиндров мотоциклов большинство технических специалистов используют электрическую дрель со скоростью около 300–450 об/мин в сочетании со скоростью хода, обеспечивающей образование штрихов под углом 45 градусов. Формула проста: скорость хода (дюймы в минуту) = об/мин × окружность отверстия × tan (угол штриховки/2). . Для отверстия диаметром 90 мм при скорости 400 об/мин и штриховке под углом 45 градусов это составляет примерно 45–55 ходов в минуту.
Flex-Hone (шаровое хонирование или хонирование кистью)
Гибкий хон представляет собой гибкий вал с прикрепленными через определенные промежутки абразивными шариками. Он самоцентрирующийся и естественным образом следует за отверстием отверстия, что делает его удобным для механиков, работающих своими руками, у которых нет жесткого хонинговального приспособления. Гибкие хонингователи превосходно справляются с удалением глазури — удалением глазурованной, закаленной поверхности из использованного отверстия цилиндра — и эффективны для получения ровной шлифовки отверстий, размеры которых уже соответствуют техническим требованиям.
Доступная зернистость гибких хонингов варьируется от 60 до 800. Для большинства работ по удалению стекла с цилиндров мотоцикла подходит гибкий хонинговальный станок с зернистостью 240 или 320. Flex-hones всегда следует использовать влажными. — производитель Brush Research Manufacturing (производитель бренда Flex-Hone) в документации к своему продукту прямо указывает, что во время использования всегда следует применять хонинговальное масло или WD-40.
Алмазные Хоны
В алмазных хонинговальных инструментах используется промышленный алмазный абразив вместо обычных камней из оксида алюминия или карбида кремния. Они в основном используются для твердых покрытий, таких как Nikasil (никель-карбид кремния), керамических композитов и хромированных отверстий, которые быстро разрушают обычные абразивные камни. Алмазные хонды почти всегда используются во влажном состоянии, и здесь большее значение имеет выбор смазки — масла на нефтяной основе могут плохо реагировать с некоторыми связующими алмазными хонами, поэтому часто отдают предпочтение водорастворимым смазочно-охлаждающим жидкостям.
Сравнение типов хонингования цилиндров мотоциклов
| Тип Хона | Лучший вариант использования | Требуется смазка | Уровень навыков | Удаление материала |
|---|---|---|---|---|
| Жесткий (подпружиненный) | После растачивания, полная шлифовка | Всегда мокрый | Средний – Продвинутый | От умеренного до высокого |
| Flex-Hone (Шариковое хонингование) | Деглазирование, платообразная отделка | Всегда мокрый | Начинающий – средний | Низкий |
| Алмазный Хон | Никасил, хром, твердые покрытия | Всегда мокрый (water-soluble preferred) | Расширенный | Низкий to Moderate |
| Плато Хон (CBN) | Высококачественная отделка, гоночные двигатели | Всегда мокрый | Расширенный | Очень низкий (только финишная обработка) |
Выбор подходящей смазки для хонингования цилиндров мотоциклов
Не каждая смазка одинаково хорошо подходит для хонингования. Неподходящее масло может загрязнить отверстие, ускорить разрушение абразивных камней или помешать режущему действию. Вот практическое объяснение того, что работает, а чего следует избегать.
Специальное масло для хонингования
Такие продукты, как Sunnen Honing Oil, Goodson Honing Oil и аналогичные продукты, специально разработанные, являются золотым стандартом. Эти масла специально разработаны для обеспечения необходимой вязкости, свойств смазочно-охлаждающей жидкости и смазывающей способности для абразивной обработки. Они вымывают металлические частицы из зоны резания, уменьшают нагрузку от камней и не оставляют загрязнений, мешающих последующим этапам сборки двигателя. Если вы выполняете серьезные работы с цилиндрами мотоцикла — будь то двухтактный двигатель объемом 125 куб.см или круизер с объемом двигателя 1200 куб.см — правильным выбором будет специальное хонинговальное масло.
Керосин или уайт-спирит
Керосин (парафиновое масло) является наиболее часто используемым заменителем специального хонинговального масла и работает достаточно хорошо. Низкая вязкость позволяет ему проникать в зону резания и эффективно уносить металлические частицы. Многие профессиональные машинисты десятилетиями использовали керосин и неизменно получали хорошие результаты. Минеральные спирты действуют аналогично. Ни то, ни другое не так эффективно, как специально изготовленное хонинговальное масло, но для механика, самостоятельно хонингующего один цилиндр мотоцикла раз в несколько лет, разница в конечном качестве отверстия незначительна.
WD-40
WD-40 широко используется в качестве хонинговальной смазки для гибкого хонингования (шарикового хонингования). Он легкий, хорошо проникает и легко доступен. Это приемлемый вариант для деглазурирования работ. Однако WD-40 не является смазочно-охлаждающей жидкостью — это прежде всего водовытесняющая смазка и легкий ингибитор коррозии. При удалении более тяжелого материала жесткими хонинговальными станками он не обеспечивает достаточной смазки для предотвращения нагрузки камнями, а его легкая пленка может недостаточно охлаждать зону резания.
Что не использовать
- Моторное масло: Слишком вязкий, оставляет остатки, которые загрязняют поверхность отверстия, потенциально мешая посадке кольца.
- Трансмиссионная жидкость (ATF): Содержит модификаторы трения и присадки, которые могут засорять точильные камни и оставлять загрязнения на поверхности.
- Тормозная жидкость: Гигроскопичен и химически агрессивен — повреждает близлежащие резиновые детали и может повредить алюминий, если не удалить его полностью.
- Только вода: Вызывает быстрое ржавление чугунных отверстий почти сразу после хонингования, разрушая свежеподготовленную поверхность.
- Смазочно-охлаждающая жидкость (темная сернистая): Соединения серы в темных смазочно-охлаждающих маслах могут вступать в реакцию с медными сплавами, используемыми в некоторых подшипниках двигателя, и оставлять пятна на алюминиевых отверстиях.
Как отточить цилиндр мотоцикла: пошаговый процесс
Правильное хонингование цилиндра мотоцикла требует внимания к деталям, правильных инструментов и терпения. Этот процесс предполагает, что вы выполняете удаление глазури или легкую шлифовку алюминиевого или чугунного цилиндра, размер которого соответствует техническим характеристикам, а не полную расточку, для которой требуется оборудование механического цеха.
Необходимые инструменты и материалы
- Гибкое хонингование (шариковое хонингование) нужного диаметра — обычно на 1–2 мм больше диаметра отверстия для надлежащего натяжения пружины.
- Электродрель с регулируемой скоростью, способная поддерживать 300–500 об/мин.
- Хонинговальное масло, керосин или WD-40.
- Чистая безворсовая тряпка
- Горячая мыльная вода и щетка для очистки после хонингования.
- Нутромер или циферблатный нутрометр
- Увеличительное стекло или эндоскоп (необязательно, но рекомендуется).
- Чистое монтажное масло (для защиты отверстия после хонингования)
Шаг 1. Измерьте отверстие перед хонингованием.
Прежде чем прикоснуться хонингом к цилиндру, измерьте диаметр отверстия в нескольких местах — как минимум на трех глубинах (около верхней, средней и нижней части зоны перемещения кольца) и по двум перпендикулярным осям на каждой глубине. Это определяет любую конусность или овальность. Если отверстие имеет круглую или коническую форму более чем на 0,002 дюйма (0,05 мм), удаления глазури с помощью гибкого хонинговального устройства недостаточно — сначала необходимо расточить цилиндр.
Шаг 2. Закрепите цилиндр
Надежно закрепите цилиндр в тисках с помощью мягких губок или закрепите его на рабочей поверхности. Цилиндр не должен двигаться во время хонингования — любое покачивание или смещение изменяет траекторию хонингования и приводит к неравномерной геометрии отверстия. Для небольших одноцилиндровых мотоциклетных двигателей весь цилиндр обычно можно поместить непосредственно в тиски с мягкой подкладкой. Для более крупных многоцилиндровых двигателей может потребоваться установка отдельных цилиндров на крепежную пластину.
Шаг 3: Обильно нанесите хонинговальное масло
Нанесите обильный слой хонинговального масла на гибкую хонинговальную пластину и стенку отверстия. Не скупитесь — отверстие должно быть достаточно влажным, чтобы можно было видеть масляный блеск на поверхности. Держите под рукой дополнительное масло, чтобы можно было нанести его в процессе хонингования. Использование сухого хона даже в течение нескольких движений может привести к нагрузке на абразивные шарики и необратимому снижению эффективности резки хона.
Шаг 4. Установите скорость сверления и начните поглаживание.
Вставьте гибкую насадку в отверстие и установите скорость вращения сверла примерно 300–450 об/мин. Начните проводить хоном вверх и вниз по отверстию со скоростью, позволяющей получить видимые штриховки. Часто цитируемое правило — использовать скорость хода, которая заставляет хон проходить всю длину отверстия (плюс примерно 1/4 длины хона за каждый конец) одним плавным движением каждые 1–1,5 секунды.
Для типичного цилиндра мотоцикла с диаметром цилиндра 100 мм и зоной перемещения кольца 90 мм обычно достаточно 30–60 секунд активного хонингования, чтобы удалить глазурь с поверхности и получить новую штриховку. Не допускайте чрезмерного хонингования: при чрезмерном хонинговании удаляется слишком много материала и открываются зазоры, выходящие за пределы спецификации.
Шаг 5: Остановитесь, отойдите и проверьте
После 30 секунд хонингования остановите сверло, пока хон все еще находится в отверстии (никогда не снимайте вращающийся хон — шарики могут зацепиться за край отверстия и повредить его), затем вытащите остановившийся хон. Протрите отверстие безворсовой тряпкой и осмотрите поверхность при хорошем освещении. Вы должны увидеть равномерную штриховку, покрывающую всю длину ствола, без оставшихся блестящих глазурованных участков. Если блестящие пятна остались, нанесите свежее масло и продолжайте хонингование.
Шаг 6: Тщательно очистите отверстие
На этом этапе многие производители двигателей своими руками совершают самую дорогостоящую ошибку. Хонингование оставляет абразивные частицы и металлический мусор в микровпадинах поверхности отверстия. Если этот мусор не удален полностью, он действует как притирочная паста на поршневые кольца и стенки отверстия в первые часы работы двигателя. , вызывая ускоренный износ, который приводит к необратимому повреждению отверстия и колец.
Правильный метод очистки — горячая мыльная вода с помощью щетки, а не растворитель. Растворители, такие как очиститель тормозов или уайт-спирит, хорошо растворяют масло, но физически не вымывают абразивные частицы из микровпадин на поверхности отверстия. Горячая вода с мылом для мытья посуды (классическая рекомендация производителя двигателей Джона Эрба, а затем популяризированная производителем двигателей Джоном Кэллисом) создает очищающее действие, которое физически поднимает и уносит абразивные частицы. Тщательно очистите отверстие, тщательно промойте чистой горячей водой, затем немедленно высушите и нанесите слой чистого монтажного масла, чтобы предотвратить быстрое ржавление (особенно важно для чугуна).
Шаг 7: Окончательное измерение
После очистки и перед сборкой повторно измерьте отверстие, чтобы убедиться, что оно по-прежнему соответствует техническим характеристикам. Легкая деглазурация с помощью гибкого хонингования обычно удаляет менее 0,0005 дюйма (0,013 мм) материала, что незначительно с точки зрения изменения размеров. Если ваши измерения показывают большее удаление, чем ожидалось, еще раз проверьте свою технику и выбор абразива.
Материалы цилиндров мотоциклов и как они влияют на подход к хонингованию
Материал гильзы цилиндра коренным образом меняет подход к хонингованию. Для разных материалов требуются разные абразивы, разная зернистость, разные смазочные материалы и разная обработка целевой поверхности.
Чугунные вкладыши
Традиционные чугунные гильзы цилиндров, которые можно найти во многих старых японских четырехтактных двигателях, британских мотоциклах и американских V-образных двухцилиндровых двигателях, наиболее просты в доводке. Чугун в своей микроструктуре содержит свободный графит, который действует как встроенная смазка. Он хорошо затачивается брусками из оксида алюминия и легко реагирует на гибкие хонингователи. Целевые значения Ra для чугунных отверстий мотоциклов обычно составляют 20–35 микродюймов для обычных колец или 15–25 микродюймов для колец с молибденовым покрытием. Чугун быстро ржавеет — нанесите масло на отверстие в течение нескольких минут после завершения очистки.
Алюминиевые цилиндры (без гильзы)
Некоторые цилиндры мотоциклов — особенно в небольших двухтактных двигателях и некоторых современных четырехтактных двигателях — представляют собой голые алюминиевые каналы без отдельной гильзы. Для этого требуются хонды из карбида кремния или оксида алюминия и особое внимание к накоплению тепла. Более мягкий алюминий удаляется быстрее, чем железо, а более рыхлая кристаллическая структура означает, что вы можете непреднамеренно быстро образовать зазоры, если слишком долго используете слишком агрессивную зернистость или хонингование. Мокрое хонингование здесь еще более важно: разница в тепловом расширении между алюминием и стальным корпусом хона означает, что сухое хонингование создает большую изменчивость размеров алюминия, чем железа.
Никасил и керамические композитные отверстия
Никасил (никель-карбид кремния) — это гальваническое твердое покрытие, используемое в цилиндрах многих высокопроизводительных и современных двигателей мотоциклов, включая BMW Boxers, двигатели на базе Rotax и многие японские спортивные мотоциклы. Керамические композитные покрытия, такие как SCEM (композитный электрохимический материал Suzuki) и NSS (Kawasaki), работают аналогично. Эти покрытия чрезвычайно тверды (обычно 800–1000 по шкале твердости Виккерса) и не поддаются хонингованию обычными абразивами из оксида алюминия или карбида кремния. . Только алмазные абразивы или абразивы CBN (кубический нитрид бора) могут эффективно резать эти поверхности.
Хонингование отверстий Никасила – это специализированная работа. Целевой Ra более плотный, чем чугун — обычно 10–20 микродюймов — и алмазный хонингование необходимо использовать влажным с водорастворимой смазочно-охлаждающей жидкостью. Что еще более важно, каналы Nikasil, поврежденные топливом, загрязненным этанолом (этанол вызывает постепенное растворение Nikasil), невозможно спасти путем хонингования — цилиндр необходимо заменить или заменить. Это стало серьезной проблемой на рынках, где распространены смеси этанола E10 или выше, особенно затрагивая старые мотоциклы BMW R-серии, выпущенные в середине 1990-х годов.
Хромированные отверстия
Твердое хромирование обычно использовалось в двухтактных мотоциклетных цилиндрах — и до сих пор используется в некоторых высокопроизводительных и гоночных двухтактных двигателях — потому что твердость хрома и низкий коэффициент трения идеально подходят для среды с открытым отверстием двухтактного двигателя. Хромированные отверстия требуют алмазных абразивов для хонингования, а требования к качеству поверхности жесткие. Как и Никасил, работы по хромированию обычно отправляют специалисту.
Различия в хонинговании двухтактных и четырехтактных цилиндров мотоциклов
Фундаментальные различия между конструкциями двухтактных и четырехтактных двигателей создают разные требования к хонингованию, которые часто сбивают с толку механиков, работающих с обоими типами двигателей.
Двухтактные цилиндры
В двухтактном мотоциклетном двигателе поршневые каналы открывают и закрывают впускной и выпускной каналы, проходя мимо них в канале цилиндра. Это означает, что поверхность отверстия прерывается отверстиями — хон должен пересекать эти отверстия при каждом движении. Края этих отверстий могут зацепиться за точильные камни и вызвать неравномерную резку или повредить хонинговальный камень.
В двухтактных цилиндрах обычно используются хромированные или никасиловые отверстия, а не чугунные, поскольку в более мягком материале гильзы порты будут создавать повышенные напряжения. Хонингование двухтактных цилиндров с портальными отверстиями требует коротких, контролируемых ходов и пристального внимания к точкам входа и выхода хонингования. Многие технические специалисты используют инструмент для снятия фаски, чтобы слегка снять заусенцы с краев порта перед хонингованием, чтобы снизить риск зацепления хонинговальных брусков.
Конфигурация поршневых колец также различается: в двухтактных поршнях обычно используется одно толстое кольцо (иногда два) с установочным штифтом, чтобы предотвратить вращение кольца и его застревание в отверстии. Интерфейс кольца с отверстием в двухтактном двигателе отличается от четырехтактного, и требуемый угол штриховки может отличаться - некоторые специалисты по двухтактным двигателям предпочитают более пологий угол штриховки в 30–35 градусов, а не стандартный для четырехтактных двигателей 45 градусов.
Четырехтактные цилиндры
Четырехтактные мотоциклетные цилиндры более традиционны — непрерывная поверхность отверстия сверху вниз, с клапанами, управляемыми головкой, а не отверстиями в канале. Это упрощает хонингование четырехтактных цилиндров, а обычные жесткие и гибкие хонингователи можно использовать свободно, не беспокоясь о кромках отверстий.
Конфигурация колец в четырехтактном двигателе — обычно верхнее компрессионное кольцо, второе компрессионное кольцо и маслосъемное кольцо — требует, чтобы поверхность отверстия поддерживала удержание масла в масляном кольце, сохраняя при этом герметичное уплотнение компрессионных колец. Штриховка под углом 45 градусов оптимизирована для этой конфигурации с несколькими кольцами. Расширительная пружина смазочного кольца прижимает двойные направляющие к отверстию со значительной силой, а поперечная штриховка обеспечивает достаточную текстуру для удержания масла без такой большой шероховатости, из-за которой направляющие смазочного кольца не могут прилегать должным образом.
Распространенные ошибки при хонинговании, которые разрушают отверстия цилиндров мотоцикла
Даже опытные механики допускают ошибки при хонинговании цилиндров мотоцикла. Это ошибки, которые чаще всего проявляются в виде проблем с посадкой колец, расхода масла или преждевременного износа после ремонта.
Использование неправильной зернистости
Хонингование с крупной зернистостью (зернистость 80 или 120), используемое в качестве окончательной отделки, оставляет отверстие слишком грубым. Процесс посадки кольца займет гораздо больше времени, а в некоторых случаях выступы шероховатой поверхности фактически сгибаются и создают внедренные абразивные частицы в стенку отверстия. И наоборот, мелкозернистая заточка, используемая для отверстия, требующего более агрессивной резки, просто тратит время и быстро засоряется. Выберите зернистость в зависимости от выполняемой работы: грубая для удаления материала после растачивания, мелкая (240–320) для окончательного удаления глазури и штриховки на отверстии, которое уже указано в спецификации.
Непостоянная скорость хода
Изменение скорости хода во время хонингования меняет угол штриховки. Если вы будете двигаться быстрее вверху и медленнее внизу, вы получите отверстие с непостоянными углами штриховки сверху вниз: более плотное вверху, где вы замедлились, и более мелкое внизу, где вы увеличили скорость. Это приводит к неравномерному распределению масляной пленки и неравномерной посадке колец. Прежде чем наносить хон на отверстие, попрактикуйтесь в постоянном ритме поглаживания.
Не выдвигать хон за концы отверстия
Если хон никогда не выходит за верхний и нижний края отверстия во время хода, эти области подвергаются меньшему абразивному воздействию, чем середина отверстия. В результате получается отверстие, которое более плотное вверху и внизу (где происходит переворот кольца), чем посередине — прямо противоположно тому, что вы хотите. Позвольте хону проходить примерно на четверть своей длины за каждый конец отверстия при каждом ходе.
Неадекватная очистка после хонингования
Как обсуждалось выше на этапе очистки, использование растворителя вместо горячей мыльной воды оставляет в канале ствола абразивные частицы. Последствия серьезны. В одном хорошо задокументированном тематическом исследовании двигателя двигатель, восстановленный с отверстиями, очищенными растворителем (но не водой), показал измерения износа поршневых колец 0,003 дюйма после 500 миль - количество, которое обычно занимает 50 000 миль в правильно очищенном канале. Внедренная зернистость действует как притирочная паста, и к тому времени, когда становится виден износ кольца, само отверстие часто повреждается за пределами следующего предела превышения размера.
Хонингование уже увеличенного отверстия
Механики иногда пытаются отточить отверстие, размер которого уже достиг максимального размера, в надежде убрать некоторые задиры или следы износа. Если при хонинговании отверстие выходит за пределы максимального размера, указанного в спецификации, значит, не существует поршня увеличенного размера, который бы подходил для него должным образом. Всегда измеряйте перед хонингованием и убедитесь, что осталось достаточно материала для следующего шага увеличения размера, прежде чем удалять металл.
Использование Flex-Hone при необходимости растачивания
Гибкий хон не может исправить некруглые или конические отверстия — он соответствует существующей форме отверстия и равномерно шлифует все поверхности, поэтому, если отверстие овальное, оно остается овальным. Некруглость более 0,002 дюйма (0,05 мм) или конусность более 0,002 дюйма требуют расточки, а не хонингования. Использование гибкого хонингователя для отверстия, которое необходимо растачивать, дает вам отверстие со свежими штрихами, но все еще с плохой геометрией - и кольцами, которые никогда не смогут герметизировать должным образом.
Зазор между поршнем и стенкой и почему важна точность хонингования
Хонингование в конечном итоге служит достижению правильного зазора между поршнем и стенкой. Это зазор между юбкой поршня и стенкой отверстия, измеренный на упорной поверхности поршня (перпендикулярно оси поршневого пальца) в нижней части юбки.
Типичные характеристики зазора между поршнем и стенкой мотоциклетных двигателей существенно различаются в зависимости от применения:
| Тип двигателя | Типичный диапазон зазора | Примечания |
|---|---|---|
| Уличный четырехтактный двигатель с чугунным корпусом. | 0,001–0,002 дюйма (0,025–0,05 мм) | Стандартный диапазон OEM-спецификаций |
| Уличный четырехтактный двигатель с алюминиевым диаметром цилиндра. | 0,002–0,003 дюйма (0,05–0,076 мм) | Более высокое тепловое расширение требует большего зазора. |
| Производительность/гоночный четырехтактный двигатель | 0,003–0,005 дюйма (0,076–0,127 мм) | Более высокие рабочие температуры, кованые поршни расширяются сильнее. |
| Двухтактный, хромированный канал. | 0,002–0,004 дюйма (0,05–0,10 мм) | Сильно варьируется в зависимости от смещения |
Слишком малый зазор приводит к задирам поршня, когда двигатель достигает рабочей температуры, и поршень расширяется, закрывая оставшийся зазор. Слишком большой зазор приводит к раскачиванию поршня, увеличению прорыва колец, возникновению механического шума («шлепание поршня») и часто приводит к быстрому износу отверстия и поршня. Процесс хонингования должен контролироваться достаточно точно, чтобы окончательный диаметр отверстия находился в пределах 0,0005 дюйма (0,013 мм) от заданного размера. — допуск, требующий тщательного измерения и ограниченного удаления материала.
Когда затачивать и когда отправлять цилиндр мотоцикла в механическую мастерскую
Не каждая ситуация с цилиндром требует одинакового реагирования. Понимание границ того, что вы можете сделать дома, по сравнению с тем, что требует профессиональной обработки, предотвращает дорогостоящие ошибки.
Хонингование своими руками целесообразно в следующих случаях:
- Отверстие соответствует размерным характеристикам (в пределах 0,002 дюйма от круглого и прямого).
- Отверстие канала запотело из-за длительного использования, и кольца больше не сидят должным образом.
- Новые поршневые кольца устанавливаются без расточки, а отверстие требует свежей штриховки для приработки колец.
- Легкую поверхностную ржавчину или незначительные коррозионные язвы необходимо очистить (хотя глубокие язвы требуют растачивания).
- Материал канала ствола — чугун или стандартный алюминий, а не никасил или хром.
Профессиональная работа в механическом цехе необходима, когда:
- Отверстие имеет круглую или коническую форму более чем на 0,002 дюйма — необходимо растачивание.
- Цилиндр имеет глубокие царапины из-за заедания поршня — требуется растачивание или замена пластины.
- Материал канала — никасил, керамический композит или хром — необходим специальный алмазный инструмент.
- Зазор между поршнем и стенкой должен быть точно установлен для установки поршней увеличенного размера.
- Двухтактный цилиндр с повреждением порта, выходящим на поверхность отверстия.
- Любая ситуация, когда требуется точность размеров выше ±0,001 дюйма.
Расценки механического цеха на расточку и хонингование цилиндров мотоциклов обычно варьируются от 40 до 120 долларов за цилиндр в зависимости от диаметра отверстия, материала и региона. Для цилиндра мотоцикла, который нуждается в подлинной геометрической коррекции, это не зря потраченные деньги — попытка исправить деформированное или слишком большое отверстие с помощью гибкого хонинговального инструмента за 20 долларов из магазина автозапчастей приведет только к тому, что цилиндр все еще нуждается в механическом цехе, плюс потраченный впустую гибкий хонинговальный станок.
Обкатка кольца после хонингования цилиндра мотоцикла
Правильно отточенный цилиндр мотоцикла – это только начало. Процесс обкатки колец — первые несколько часов работы после сборки — определяет, насколько хорошо кольца прилегают к отверстию и как долго двигатель будет поддерживать хорошую компрессию и низкий расход масла.
Во время обкатки высокие точки (выступы) штриховки постепенно изнашиваются под давлением колец, создавая поверхность плато, на которой кольца движутся по вершинам с плоской вершиной и впадинами для удержания масла между ними. Этот эффект хонингования плато происходит естественным образом во время приработки, но для этого требуется правильная начальная обработка поверхности — если Ra слишком шероховатый, приработка занимает слишком много времени и износ колец чрезмерный; если он слишком гладкий, кольца не смогут создавать достаточное трение для правильного прилегания.
Протокол обкатки двигателей мотоциклов
- Запустите двигатель и дайте ему достичь рабочей температуры — обычно от 5 до 10 минут при изменении дроссельной заслонки, избегая длительного холостого хода.
- Заглушите двигатель и дайте ему полностью остыть до комнатной температуры. Этот термический цикл помогает установить кольца, позволяя отверстию и поршню расширяться и сжиматься, приспосабливая поверхности друг к другу.
- Повторите процесс теплового цикла два-три раза перед первой поездкой.
- В течение первых 500 миль постоянно меняйте положение дроссельной заслонки и избегайте устойчиво высоких оборотов — это предотвращает остекление колец в частично посаженном положении.
- Замените моторное масло через 500 миль, чтобы удалить металлические частицы, образующиеся в процессе посадки колец.
- Избегайте легкого перехвата дроссельной заслонки и избегайте устойчивых высоких оборотов до тех пор, пока не будет завершена первая замена масла. Обе крайности препятствуют правильной посадке кольца.
Хорошо отточенный цилиндр мотоцикла с правильно обкатанными кольцами будет показывать стабильные показания компрессии на протяжении 500–1000 миль и должен сохранять эти показания в течение всего срока службы двигателя. Если показания компрессии все еще растут или значительно изменяются после 1000 миль, это признак того, что процесс хонингования или обкатки был не идеальным.
 Цилиндр мотоцикла из алюминиевого сплава для деталей двигателя Yamaha")

 износостойкий мотоциклетный цилиндр Yamaha из алюминиевого сплава")
")
 Высокопроизводительный алюминиевый цилиндр мотоциклетного двигателя Yamaha")
")
 Детали цилиндра мотоцикла Yamaha")
 Алюминиевый цилиндр двигателя Yamaha с водяным охлаждением")
